The model 828 tobacco moisture gauge is MoistTech’s NIR (Near Infrared) online moisture senor for instant, non-contact measurement that was specifically designed for tobacco processing applications. Precision filters and algorithms have been incorporated to optimize performance under the demanding conditions in tobacco processing. Unsurpassed in performance, stability, reliability, maintainability and cost of ownership the model 828 tobacco moisture gauge is the answer to controlling moisture in primary processing, leaf processing and cut tobacco applications.
The model 828 is renowned for its rugged design and ability to withstand the harsh environments of tobacco factories. Insensitive to material variations such as particle size, material height and color, the model 828 analyzer provides continuous, reliable readings. It’s one time calibration, maintenance free, drift free optical design allows operating personnel to confidently make immediate process adjustments based on real-time measurements.
With thousands of measurements per second, MoistTech’s model 828 NIR process sensor allows users to optimize their on-line process and dramatically improve product quality, providing both energy savings and potential increased productivity with lower material losses.
The Model 828 uses state-of-the-art components allowing installation in the most extreme locations. Additionally, with MoistTech’s product loss software capability where small gaps, inert material, foreign objects, belt or screw conveyors are removed from the measurement calculation this providing the most accurate true moisture reading.
Model 828 Installation Locations
The model 828 tobacco moisture gauge has many areas of application including: before and after the dryers (conditioning cylinders), cutters, toaster and reconstituted lines. The model 828 can also be installed on belt conveyors, screw and drag conveyors, down chutes, storage bins and fluid-bed dryers. Consult factory for your specific application.
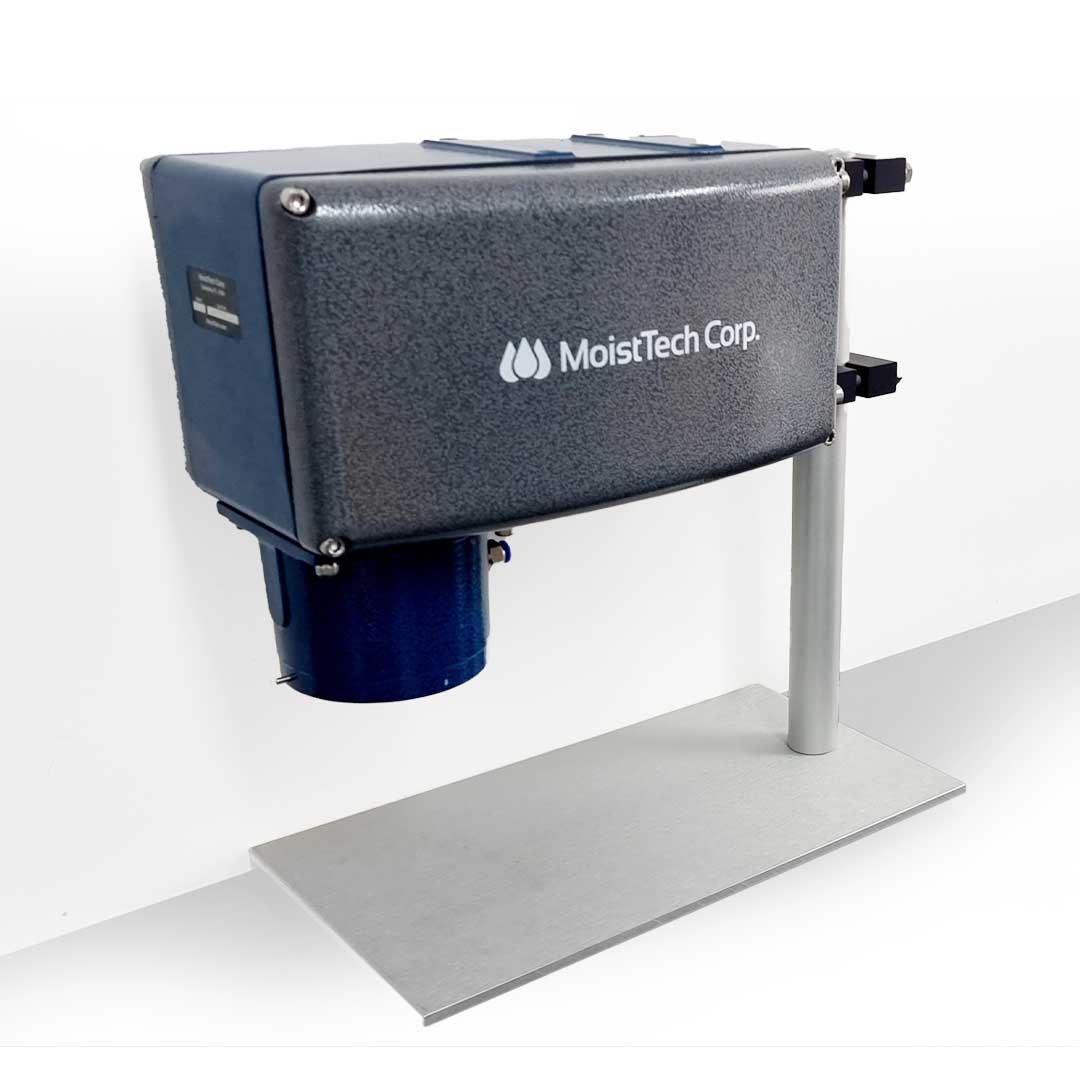
At-line: The addition of the base and stand option provides instant off-line or at-line measurement under on-line operating conditions.
Model 828 Applications
MoistTech has the worldwide reputation for its exceptionally accurate NIR (near infrared) sensors and software for moisture testing, measurement and control, the newly developed model 828 tobacco moisture transmitter and software can be configured and calibrated for numerous components in all tobacco processing applications.
While moisture measurement remains the most common requirement for the tobacco processor, the multi-component capability of the model 828 can also measure nicotine, sugars, flavors and temperature.
Take a look at typical moisture sensor applications where MoistTech’s products are ideally suited for accurate and precise moisture testing, measurement and control. In addition, thousands of moisture analyzers are installed on MoistTech applications, not only for the measurement of moisture, but also for other applications, such as measuring and controlling: coating thickness, resin content, oil, protein, fat, nicotine, sugar, seasonings, plastic film thickness and many other constituents.
Tobacco Industry Application Examples:
MoistTech’s NIR analyzer, the model 828 tobacco moisture gauge, is used for on-line tobacco moisture analysis at all locations in tobacco leaf and primary processing. The table below lists the applications and typical range for each tobacco moisture measurement. The accuracy that can be achieved depends on the sampling and testing methods. Whole leaf and strip tobacco will have higher sampling errors than cut finished tobacco due to the variability of the material.
| Application |
Moisture |
Accuracy |
|
|
|
| Whole Leaf or Strips GTL Or Primary/Stemmery |
5-35% |
0.25% |
|
|
|
| Strips/Threshing |
5-35% |
0.25% |
|
|
|
| Re-dried Cut Lamina |
15-30% |
0.20% |
|
|
|
| Finished Tobacco Blend |
12-18% |
0.05% |
|
|
|
| Cut Rolled Stem, Water Treated Stem |
20-50% |
0.20% |
|
|
|
| Expanded Tobacco |
5-15% |
0.10% |
|
|
|
| Rolled Tobacco Stem |
10-20% |
0.15% |
|
|
|
| Shorts |
10-15% |
0.20% |
|
|
|
| Pipe Tobacco |
12-15% |
0.20% |
|
|
|
| Chewing Tobacco |
10-40% |
0.30% |
|
|
|
| Cigar Filler |
10-20% |
0.20% |
|
|
|
The online moisture transmitter can be in a stand alone or multi-sensor configuration.
Model 828 Communications
Communication to the sensor head(s) can be via laptop computer, PC based touch screen operator interface, plant wide network by RS232/422/485 and rthernet TCP/IP. New protocols are continually being developed to keep up with the ever changing process environment in which they operate. Current I/O includes 3 x analog outputs 4-20mA isolated, self-powered