The Power of the MoistTech IR3000
Before the advent of advanced moisture measurement systems, manufacturers often relied on guesswork. The
MoistTech IR3000 changed the game. It allows for real-time adjustments, eliminating the need for time-consuming recalibrations. By controlling the material flow into the dryer, it ensures optimal drying conditions. This technology has made the production process more efficient and precise. The era of guesswork is truly over.
The Science Behind the Technology
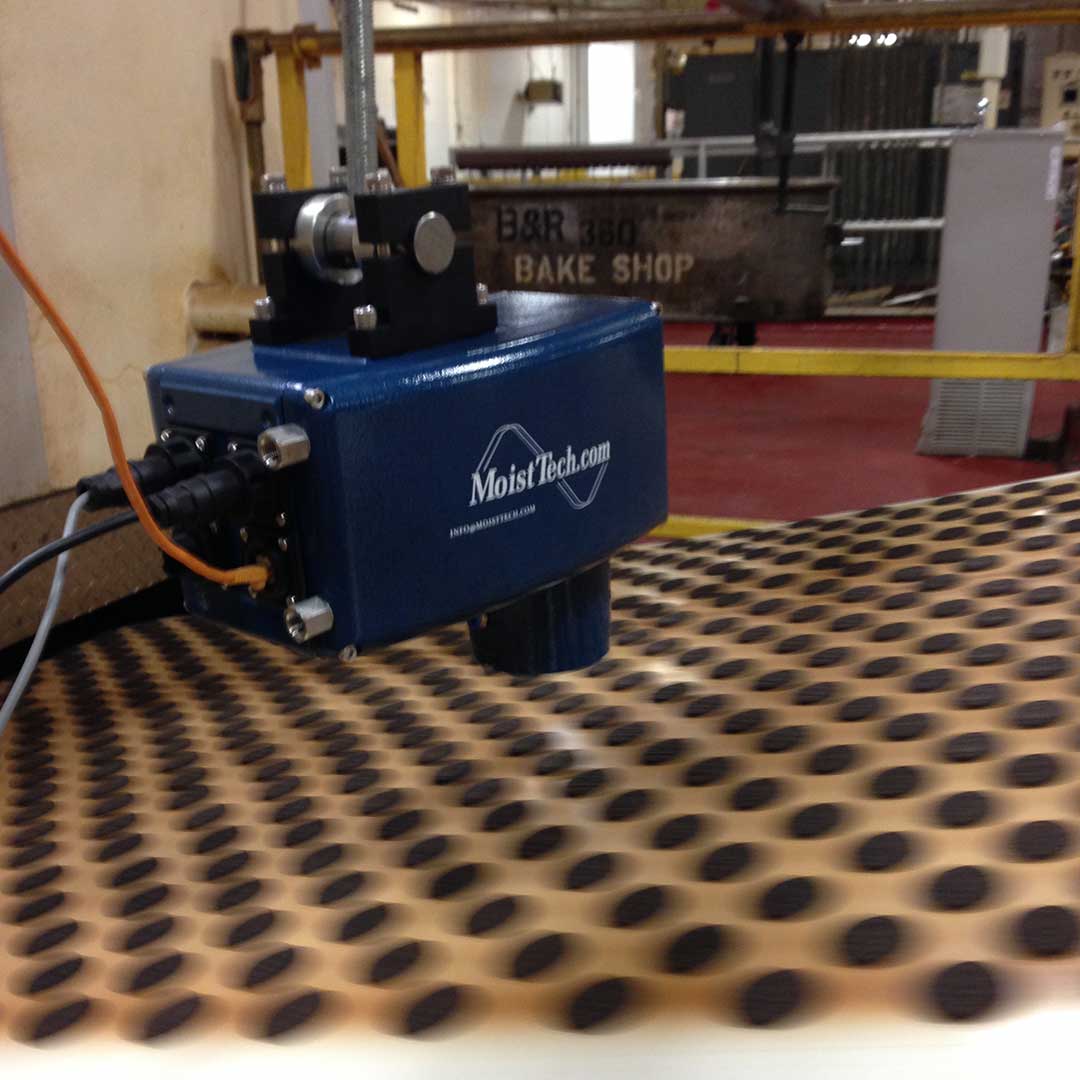
What makes the MoistTech IR3000 stand out is its use of
near-infrared (NIR) technology. This non-contact solution offers accurate moisture content readings consistently. It’s designed to work irrespective of particle size, material height, or colour. The sensors provide continuous readings with zero drift, eliminating the need for frequent recalibrations. Furthermore, the technology requires no maintenance, making it a favorite among manufacturers. Its reliability and precision are unmatched.
The Significance of Real-time Measurements
Real-time measurements give the user a great insight into the manufacturing process. With the IR3000’s instantaneous measurements in real time, operational personnel can make on-the-spot adjustments. This ensures that the production process always remains optimized. Immediate feedback allows for quick decision-making, reducing the chances of errors. This not only saves time but also resources. The benefits of real-time measurements cannot be overstated.
Sensors Designed for the Modern Manufacturing Environment
The IR-3000 series of sensors are built to withstand the harshest conditions without compromising on accuracy. Ambient light or material variations do not affect their performance. Their primary objective is to offer continuous, accurate readings. This focus on reliability and precision ensures that the manufacturing line always produces top-quality products. Sensors can also be provided in a range of food grade materials and finishes to match all application requirements.
Immediate Benefits of Moisture Measurement
Accurate moisture measurement brings benefits of course. Manufacturers can expect improved product quality and reduced waste. Energy costs are minimized, leading to significant savings. The entire production process becomes optimized, leading to increased plant efficiency. Precise fryer and oven control ensures that products are cooked or dried to perfection. Lastly, the chances of downtime are drastically reduced, ensuring smooth operations.
Ensuring Quality in Pretzel Manufacturing Pretzels are a favorite snack for many. However, their production requires meticulous moisture control. Post-oven moisture content determines the pretzel’s taste, appearance, stability, and shelf life. Variations or excess moisture can lead to undesirable outcomes like discoloration. Real-time moisture testing is the solution. It allows manufacturers to make necessary adjustments, ensuring that pretzels always meet the highest quality standards.
Improving Control in Snack Food Manufacturing
With technologies like the MoistTech IR3000. Advanced moisture measurement and control systems are paving the way for snack food manufacturers to have better control, more process data which all leads to superior products. Manufacturers can now automate processes preventing subpar products resulting from undesirable moisture levels. By fine-tuning their processes, and having historical process data, they can improve product quality and production efficiency. For more information on how
Moisttech products can help your snack food manufacturing process contact us and one of our experts will be more than happy to assist you.